

Categories
New Blog
To determine cooling time for PP, PE, and ABS, you use the material’s thermal properties, part thickness, and mold temperature. Accurate cooling time calculation ensures you get consistent part dimensions, smooth surfaces, and efficient cycle times. The table below shows how proper cooling affects your results:
|
Impact Area |
Description |
|---|---|
|
Cycle time and productivity |
Shorter, controlled cooling boosts output without lowering quality. |
|
Dimensional stability |
Good cooling prevents warpage and uneven shrinkage. |
|
Surface quality |
Proper cooling avoids sink marks and defects. |
|
Mold and process consistency |
Stable cooling means repeatable results and less tool wear. |
OUMAL Industrial Chillers deliver reliable cooling for every plastics injection molding chiller application.
Cooling time is crucial for efficient injection molding. It affects cycle time and part quality.
Material properties like PP, PE, and ABS influence cooling time. Choose materials wisely.
Proper chiller sizing ensures stable mold temperatures and reduces defects.
Use the cooling time formula to calculate how long parts need to cool.
OUMAL chillers offer precise temperature control for better production efficiency.

You play a key role in managing injection molding cooling time. Cooling often represents the longest stage in the molding process. Studies show that cooling time can account for 50% to 80% of the overall cycle time. This means you spend most of your cycle waiting for the plastic part to cool and solidify. The cooling phase determines how quickly you can produce the next part. If you optimize cooling, you boost production speed and efficiency.
Cooling time is a major factor in the overall cycle time. Advanced cooling techniques, such as conformal cooling, help you stay ahead in the industry. Manufacturing facilities face pressure to reduce cycle times while maintaining quality. Cooling systems directly impact throughput and profitability. Poor cooling performance affects equipment effectiveness, energy use, and maintenance needs.
You should focus on cooling because it shapes your productivity. When you shorten cooling time, you increase the number of parts produced per hour. Effective cooling also ensures consistent quality and reduces defects. Injection molding cooling time is not just a technical detail; it is a driver of your success.
Cooling affects how you size your plastics injection molding chiller. The cooling phase requires precise temperature control to maintain product quality and process stability. You need reliable injection molding chillers to handle the heat load and keep the mold at the right temperature. If you underestimate cooling needs, you risk longer cycle times and lower efficiency.
OUMAL offers industrial cooling water chillers designed for injection molding. These chillers adapt to your process and provide intelligent temperature management. You can trust OUMAL to deliver consistent cooling, which helps you achieve optimal cycle times and high production rates. Choosing the right chiller ensures you meet your cooling requirements and maintain efficiency throughout the molding process.
You must consider part design when you calculate cooling time. Thicker parts require longer cooling times because more material needs to solidify. The relationship between wall thickness and cooling time is almost proportional to the square of the thickness. If you increase the thickness, cooling time rises quickly. For example, a part with 8mm thickness can take up to 70 seconds to cool. You should also look at geometry. Complex shapes may trap heat and slow cooling. Simple part design helps you achieve faster cycles and better results with your plastics injection molding chiller.
Tip: Optimize part design by reducing wall thickness and avoiding sharp corners. This improves cooling efficiency and lowers cycle time.
Plastic material properties play a big role in cooling time. Polypropylene (PP) has a lower melting point, so it cools faster. You must watch for warping and shrinkage with PP. Polyethylene (PE) also cools quickly, but you need to monitor surface quality. ABS requires higher processing temperatures. This increases cooling time but gives you better dimensional stability. You should select material based on your part requirements and cooling needs. Injection molding chillers help you manage temperature and maintain quality for each material.
PP: Faster cooling, risk of warping.
PE: Quick cooling, good for simple parts.
ABS: Longer cooling, stable dimensions.
Mold temperature affects cooling time more than you might think. Lower mold temperatures lead to shorter cooling times and higher productivity. The cooling phase often takes 20 to 70 seconds, making it the largest part of the cycle. You must optimize mold design to distribute cooling evenly. Good mold design includes proper gate size and cooling channels. Industrial cooling water chillers keep mold temperature stable, which improves part quality and reduces defects. You should always check mold temperature settings and adjust them for each material.
Note: Reducing cooling time cuts costs and boosts efficiency. Mold temperature and design are key factors in achieving this.

You need to understand the cooling time formula to optimize injection molding efficiency. Cooling time depends on heat transfer, part thickness, and material selection. The formula estimates how long it takes for the part to cool enough for safe ejection from the mold. You use the heat transfer equation based on thermal diffusivity. The cooling time calculator helps you predict the cooling phase and improve cycle efficiency.
Cooling time is proportional to the square of the part’s wall thickness.
Cooling time is inversely proportional to the material’s thermal diffusivity.
Thermal diffusivity depends on thermal conductivity, material density, and specific heat capacity.
The shape and size of the part affect cooling time.
Thicker parts require more cooling time because they retain heat longer.
You can use the standard cooling time formula for injection molding:
Cooling Time = (Thickness^2) × (π / (4 × Thermal Diffusivity)) × ln[(Melt Temperature - Mold Temperature) / (Ejection Temperature - Mold Temperature)] This formula allows you to calculate cooling time for different materials and part designs. You must consider the heat transfer properties and the geometry of the part. The cooling time calculator gives you a practical way to estimate cooling time and improve injection molding efficiency.
Note: Part thickness has the greatest influence on cooling time. You should always check wall thickness when you use the cooling time calculator.
Material selection affects cooling time in injection molding. You must know the thermal properties of PP, PE, and ABS to use the cooling time calculator accurately. Each material has unique heat transfer characteristics and cooling requirements.
|
Material |
Thermal Conductivity (W/m·K) |
Density (kg/m³) |
Specific Heat Capacity (J/kg·K) |
Typical Melt Temp (°C) |
Typical Mold Temp (°C) |
Ejection Temp (°C) |
|---|---|---|---|---|---|---|
|
PP |
0.22 |
900 |
1900 |
220 |
40-60 |
60 |
|
PE |
0.42 |
950 |
2300 |
180 |
30-50 |
50 |
|
ABS |
0.17 |
1050 |
1300 |
240 |
60-80 |
80 |
You must adjust cooling time based on material selection. PP cools faster but may warp. PE cools quickly and works well for simple parts. ABS needs longer cooling time but gives stable dimensions. You should use injection molding chillers that adapt to different materials. Industrial cooling water chillers help you maintain precise mold temperature for each material.
Tip: Chillers must maintain temperature accuracy within ±1°C for precision injection molding. You achieve consistent product quality by matching cooling parameters to material selection.
You can follow these steps to calculate cooling time for injection molding:
Measure the maximum wall thickness of your part.
Gather material data for thermal conductivity, density, and specific heat capacity.
Find melt temperature, mold temperature, and ejection temperature for your material selection.
Use the cooling time formula to calculate the base cooling time.
Add 20% to the calculated cooling time as a rule of thumb. This accounts for variations in mold design, cooling channels, and part geometry.
Use the cooling time calculator to check your results and adjust for efficiency.
Example Calculation:
Suppose you have a PP part with 4mm wall thickness. You use the following values:
Thickness = 4 mm (0.004 m)
Thermal Diffusivity = (Thermal Conductivity) / (Density × Specific Heat Capacity)
Melt Temperature = 220°C
Mold Temperature = 50°C
Ejection Temperature = 60°C
Calculate thermal diffusivity:
Thermal Diffusivity = 0.22 / (900 × 1900) = 0.22 / 1,710,000 ≈ 1.29 × 10^-7 m²/s Plug values into the cooling time formula:
Cooling Time = (0.004^2) × (π / (4 × 1.29 × 10^-7)) × ln[(220-50)/(60-50)] Calculate each step:
0.004^2 = 0.000016
π / (4 × 1.29 × 10^-7) ≈ 6,100,000
ln[(170)/(10)] = ln(17) ≈ 2.83
Multiply:
Cooling Time = 0.000016 × 6,100,000 × 2.83 ≈ 277 seconds
Add 20%:
Adjusted Cooling Time = 277 × 1.2 ≈ 332 seconds
You use this cooling time to size your plastics injection molding chiller. Injection molding chillers must handle the heat transfer and maintain mold temperature for each cycle. Industrial cooling water chillers provide the adaptability and precision you need for efficient molding.
Alert: Always add 20% to your calculated cooling time. This ensures you account for real-world variations and achieve reliable efficiency.
You improve injection molding efficiency by using the cooling time calculator, selecting the right material, and sizing your plastics injection molding chiller correctly. You achieve consistent quality and productivity by following these steps.
You need to calculate the cooling capacity before you select a plastics injection molding chiller. Cooling capacity tells you how much heat the chiller must remove from the mold during each cycle. You start with the cooling time, which you calculated based on your part’s thickness, material, and process temperatures. The cooling phase often makes up 60–80% of the total cycle time. This means most of your production time focuses on cooling.
To find the required cooling capacity, use this formula:
Cooling Capacity (kcal/h) = [Weight of Plastic (kg) × Specific Heat Capacity (kcal/kg°C) × (Injection Temperature – Mold Temperature) × 3600] / Cooling Time (s) This formula helps you estimate the amount of heat that must be removed each cycle. You need to know the weight of your part, the specific heat capacity of your material, and the temperature difference between injection and mold temperatures. You divide by the cooling time to get the hourly requirement.
Tip: Always use accurate material data for PP, PE, or ABS. This ensures your calculation matches real-world conditions.
Here is a table with typical values for common plastics:
|
Material |
Injection Temperature (℃) |
Mold Temperature (℃) |
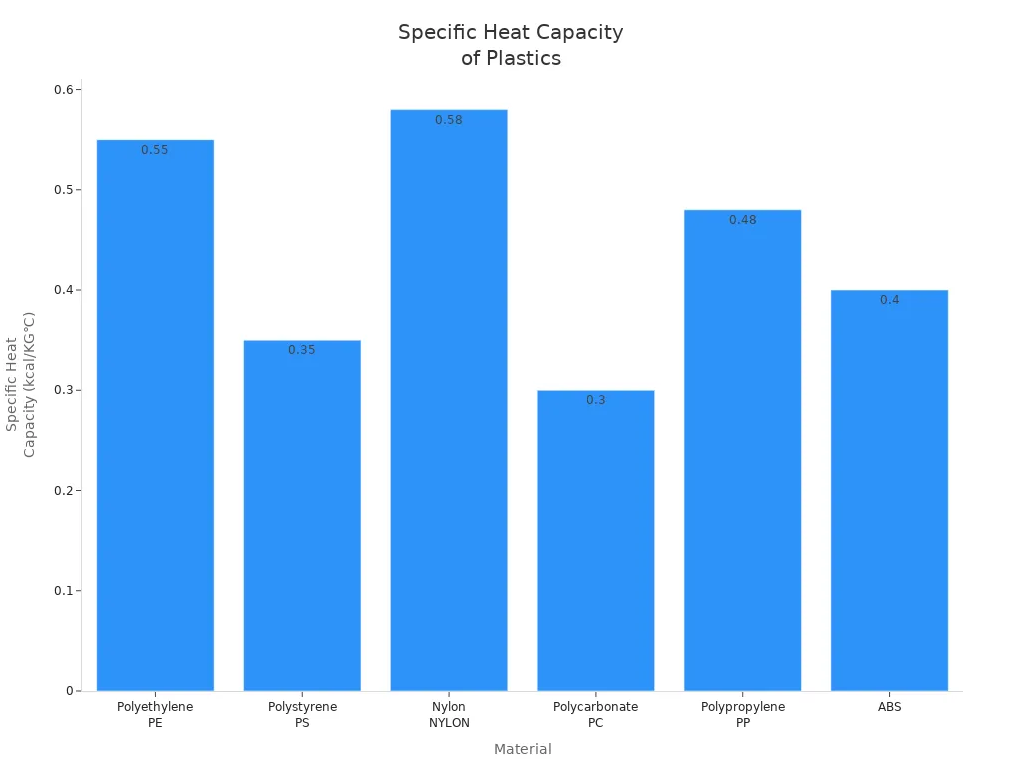
Specific Heat Capacity (kcal/KG℃) |
|---|---|---|---|
|
Polyethylene PE |
160-310 |
0-70 |
0.55 |
|
Polypropylene PP |
200-280 |
0-80 |
0.48 |
|
ABS |
180-260 |
40-80 |
0.4 |
You can see that each material has a different specific heat capacity. This affects how much heat you must remove during cooling.
You must consider both heat load and cycle time when sizing a plastics injection molding chiller. The heat load is the total amount of heat that needs to be removed from the mold and the plastic part during each cycle. Cycle time includes the cooling phase, which is the longest part of the injection molding process.
|
Aspect |
Evidence |
|---|---|
|
Cooling phase contribution |
Cooling phase constitutes 60–80% of the total cycle time. |
|
Importance of cooling optimization |
Enhances surface finish, minimizes part deformation, and reduces cycle time. |
You should know that cycle time depends on product size and thickness. Material properties, such as melting point, influence how much heat is absorbed and released. Machine parameters, like rotation speed, also affect cycle time. If you optimize cooling, you improve surface finish and reduce defects. You also increase production efficiency.
The cooling time of the mold is a critical parameter. Cooling too quickly can cause uneven shrinkage and poor dimensions. Cooling too slowly can lead to deformations and internal stresses. You need a plastics injection molding chiller that provides precise temperature control. This helps you minimize cycle time and maintain high product quality.
Proper chiller selection impacts energy consumption and operational costs. Here is a table that shows why correct sizing matters:
|
Aspect |
Impact on Energy Consumption and Costs |
|---|---|
|
Proper Machine Sizing |
Prevents energy waste from oversized equipment, optimizing energy use. |
|
Chiller Efficiency |
Modern chillers perform better than older ones, affecting overall costs. |
|
Part-Load Efficiency |
Smaller chillers may be more efficient than a single large unit. |
If you under-size a chiller, the mold may get too hot. This can cause warping or defects in your part. If you over-size a chiller, you waste energy and increase costs without improving cooling performance. You must match the cooling capacity to your actual heat load and cycle time.
Let’s look at a practical example. Suppose you produce a PP part with a weight of 0.2 kg. The injection temperature is 220°C, the mold temperature is 50°C, and the specific heat capacity is 0.48 kcal/kg°C. Your calculated cooling time is 60 seconds.
Plug these values into the formula:
Cooling Capacity = [0.2 × 0.48 × (220 – 50) × 3600] / 60 Calculate step by step:
Temperature difference: 220 – 50 = 170°C
Multiply: 0.2 × 0.48 = 0.096
Multiply: 0.096 × 170 = 16.32
Multiply: 16.32 × 3600 = 58,752
Divide: 58,752 / 60 = 979.2 kcal/h
You need a plastics injection molding chiller with a cooling capacity of at least 980 kcal/h for this application. If you run multiple molds or larger parts, you must add their heat loads together.
Note: Always add a safety margin of 10–20% to your calculated cooling capacity. This covers variations in production and ensures reliable cooling performance.
OUMAL Industrial Chillers adapt to different injection molding requirements. You can choose from air-cooled, water-cooled, or screw chillers. OUMAL’s advanced control systems, such as Siemens PLC, give you precise temperature management. You can easily integrate these chillers into your existing production line. OUMAL injection molding chillers are energy efficient and support both small and large-scale operations.
OUMAL chillers provide precise temperature control for plastics injection molding chiller applications.
You can use industrial cooling water chillers for stable mold temperatures and consistent part quality.
OUMAL’s adaptability means you can customize your chiller for any injection molding process.
You improve production efficiency and product quality by selecting the right chiller size. You also reduce energy costs and avoid defects. OUMAL injection molding chillers help you achieve reliable cooling performance for every cycle.
Callout: Choose OUMAL for your plastics injection molding chiller needs. You get advanced technology, energy savings, and flexible solutions for any production environment.
You can achieve high part quality and consistent results by following best practices for cooling time calculations in injection molding. Start by selecting materials with the right thermal properties and perform a thorough thermal analysis. This step helps you predict how each material will behave during the process. Use optimal mold designs that include high thermal conductivity materials and conformal cooling channels. These features improve heat transfer and support better part quality.
Advanced cooling techniques, such as Rapid Heat and Cool Molding or variothermal molding, can further enhance part quality. You should also use simulation tools like mold flow analysis and thermal imaging. These tools help you visualize temperature distribution and optimize your process. Adjust process parameters, including melt temperature and cooling time, to match the needs of each material and part design.
Tip: Cooling time depends on wall thickness, material properties, and cooling channel design. Thicker sections hold heat longer, which can affect part quality. Calculate cooling time until the part can safely keep its shape for ejection.
If you make errors in cooling time calculation, you may see uneven cooling, internal stress, or shape changes in your molded parts. Common defects include warpage, twisting, sink marks, and poor flatness. Reducing cooling time too much can lead to longer cycle times and dimensional problems, which lowers part quality.
When you size a plastics injection molding chiller, you should avoid common mistakes. Many users ignore long-term costs and choose low-spec models, which can increase energy and maintenance expenses. Oversizing chillers can cause equipment wear and higher energy use. You should also consider the environment and water quality, as poor site conditions reduce cooling efficiency and affect part quality.
Follow these tips for optimal chiller sizing:
Consider all cooling factors. Over 80% of the injection molding cycle involves cooling, so balance energy use and cooling needs.
Understand the temperature difference and flow rate. The best temperature difference between ice and water is usually 3°C to 5°C.
Monitor water quality. Use softened water and control pH to prevent corrosion in your industrial cooling water chillers.
Match the chiller to your machine’s specifications. For example, a 1HP water-cooled chiller can support different injection molding machines based on their cooling requirements.
Chillers play a key role in injection molding by helping plastics solidify quickly. This improves part quality and boosts production efficiency. Each operation has unique thermal needs, so make sure your chiller integrates well with pumps and temperature control units. Leave room for future expansion to avoid costly upgrades.
Callout: Proper chiller selection and accurate cooling calculations ensure high part quality, reduce defects, and support efficient injection molding operations.
You improve injection molding efficiency by calculating cooling time, considering material properties, and sizing your plastics injection molding chiller correctly. Reliable formulas and accurate material data help you achieve consistent part quality and reduce cycle times. OUMAL Industrial Chillers enhance surface finish, boost production, and save energy. Ongoing review and adjustment optimize your process. The table below shows how mold configuration and pressure affect fill volume and deviation:
|
Mold Configuration |
Fill Volume Ratio at 3 MPa |
Fill Volume Ratio at 10 MPa |
Deviation at 10 MPa |
Deviation at 13 MPa |
|---|---|---|---|---|
|
Partial Tooth |
62% |
93-97% |
3.64% |
<1% |
|
Hook-shaped Leaf |
N/A |
N/A |
0.9% |
0% |
Keep reviewing your cooling parameters to maximize the performance of your injection molding chillers and industrial cooling water chillers.
You use a plastics injection molding chiller to remove heat from the mold during production. This keeps the mold at a stable temperature. You get better part quality, faster cycle times, and fewer defects.
You calculate the heat load based on part weight, material, and cooling time. You add a safety margin. You select an injection molding chiller that matches or exceeds this cooling capacity for reliable performance.
Cooling time controls how fast you can produce parts. If you reduce cooling time, you increase output. Accurate cooling time also prevents warping and defects. You achieve consistent results with proper cooling.
Yes, you can use industrial cooling water chillers for PP, PE, ABS, and other plastics. You adjust the temperature settings to match each material’s needs. This flexibility supports many injection molding applications.
If you under-size your chiller, the mold may overheat. You risk longer cycle times, poor part quality, and more defects. Always size your chiller based on your actual cooling requirements.





Friendly Links :
www.dyyseo.com en
en es
es
